
如何解决电泳涂装缩边问题?236
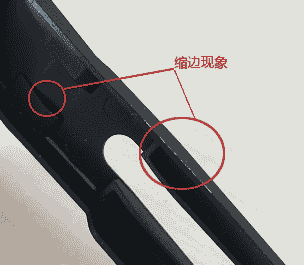
发表时间:2021-10-13 17:29 对于一些形状复杂的五金配件或一些金属工件在加工成型时会形成各种各样的棱边和尖角,有些商家进行电泳涂装生产时,发现涂料电泳固化前,边角包裹性较好,但固化时,经高温烘烤,树脂黏度降低,因表面张力作用,边缘部位的涂料向中间进行收缩,边缘尖锐部位的膜厚降低,边角部位露底,边角覆盖性变差。
近期我们就遇到相关客户做哑黑电泳工艺时就遇到涂膜缩边的问题,针对这个问题,我们来做一下简要分析:
首先,客户的底材是锌合金,要求光泽度在10度以下,对涂膜性质要求较高,之前在一些涂料供货商那里做了一些工件打样,并没有出现什么问题,但是进行生产投入时,那一批次工件都出现了缩边等问题,但是由于工艺限制,那边始终找不到解决办法。
如果出现这类问题,建议可以试试这两种方法: ● 缩边问题也是工艺技术问题,如果合作的涂料供货商无法解决这类问题,那是否可以转换另一种思路?如999策略白菜手机论坛专门研究高边缘覆盖型阴极电泳涂料,在复杂工件边沿防腐这一块已取得显著成效,低温固化至120~160度,光泽度可至10度左右,可解决缩边导致工件露底以及锌合金等不耐高温的问题,若想要做到0~5度的光泽度效果,一般建议采用(底漆)电泳+(面漆)喷漆的形式,不仅在外观性能方面可以达到要求,还能降低能耗成本。
● 可能有客户会觉得这种方法(底漆+面漆)的形式较为复杂,那不妨可转换一种工艺,但是换工艺意味着要改产线,成本投入只会更高,这具体就要靠自身衡量了。
很多商家在遇到电泳涂装问题时,一是遇到问题找不到解决办法,二则是担心成本投入过大;但涂装毕竟是化工产品,任何一点差异造成的结果都是不同的,与其纠结眼前的成本问题,还不如转换一种思路,毕竟解决问题才是**的,还能减少误工带来的损失。 |
电泳工艺
产品技术
解决方案
项目案例
关于999策略白菜手机论坛
联系我们
工艺咨询:15817674650
售后服务:0769-85154650
传真:0769-85154675
电子邮件:jxxjhjy@139.com
总部地址:东莞市虎门镇居岐村居岐路96号3楼
彩色类
仿古色
特殊涂层
亮透明/哑透明
阳极电泳漆
阴极电泳漆
色浆
辅料
卫浴五金
锁具五金
箱包五金
公司介绍
企业实力
服务体系
新闻中心
人才招聘
电泳技术问题
产线操作问题
产线常见问题

|
易洁电泳工艺
|
耐指纹电泳工艺
|
抗菌电泳工艺
|
高抗压绝缘涂层
|
超低反射涂层